

以下是:6-火爆预定中的产品参数6-火爆预定中,展翼金属制品有限公司为您提供6-火爆预定中的资讯,联系人:许经理,电话:0527-88266888、18762195566,QQ:2221860664,发货地:聊城市高新区工业园发货到山东省 济宁市 鱼台县、任城区、微山县、金乡县、嘉祥县、汶上县、泗水县、梁山县、曲阜市、兖州区、邹城市。 山东省,济宁市,鱼台县 鱼台县是山东省济宁市辖县,地处鲁西南,位于鲁苏两省交界处,微山湖西岸,因境内遗有鲁隐公观鱼处而得名,素有“鱼米之乡、孝贤故里、滨湖水城”之美誉。面积654平方公里,人口48万,辖9镇2个街道、1个省级经济开发区,共234个行政村。
想要深入了解6-火爆预定中产品的各项功能和特点吗?我们为您呈现的产品视频将为您揭开产品的神秘面纱。请您抽出宝贵时间观看,相信会给您带来满满的惊喜和收获。
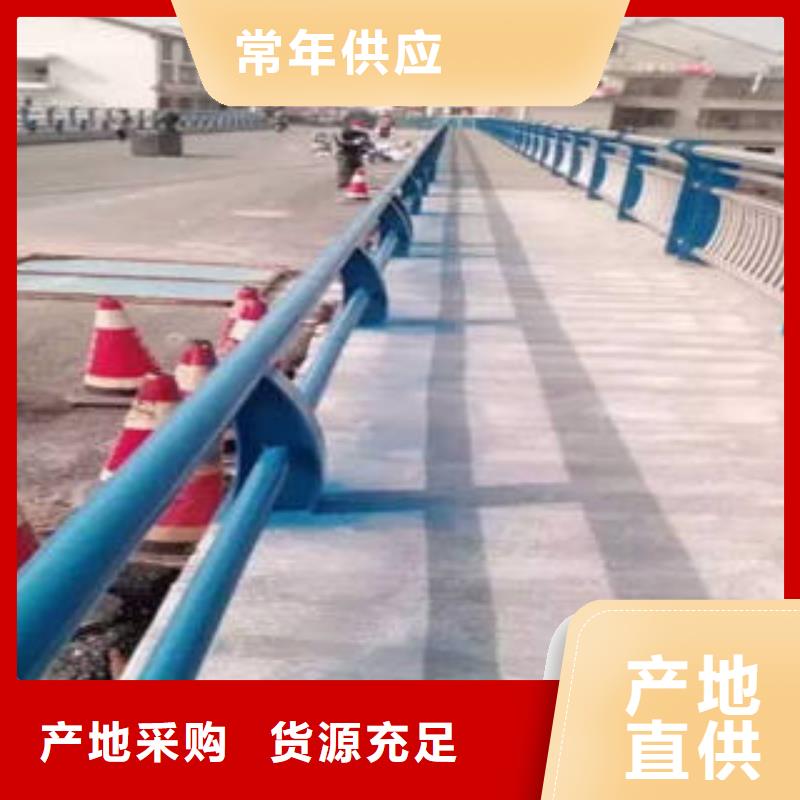
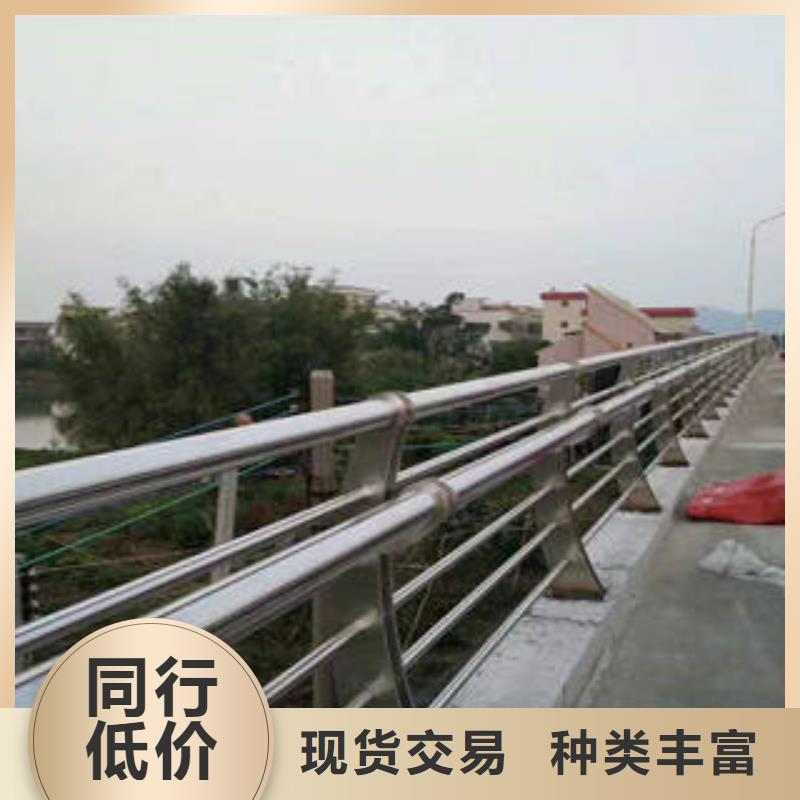
以下是:6-火爆预定中的图文介绍济宁鱼台不锈钢复合管展翼金属制品有限公司定制批发厂家直发济宁鱼台不锈钢复合管的详细介绍
做工精细高端大气
在外层钢管内复合不锈钢管后使总壁厚,强度,不仅可用于民用输水、输气,并可用于输送工业用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度可靠性。焊接内衬不锈钢复合钢管之间可以采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口形式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规定的A302(E309)焊条规格为焊接采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺要求,并符合有关设备的规定。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤物及其他污物。
必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研究所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度达到550~565N/mm2。焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-199用于输送石油天然气的焊接管件应符合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
螺纹连接DN15-DN100输水钢管和管件之间连接采用GB7306用螺纹密封的管螺纹规定的管螺纹,管螺纹联接面是牙形交叉的螺纹,机械加工时产生的公差在螺纹拧紧过消失,当扳手力臂长200毫米时,管螺纹拧一圈,手掌628毫米,管体才前进了一个螺距309毫米,相差272倍,管体的拧紧力为力的272倍,巨大的拧紧力确保管獭?不锈钢螺纹管。
内衬不锈钢复合钢管的接头密封是双层密封,外层是管螺纹密封,内层是特殊结构的硅橡胶密封圈密封,确保了管道密封的可靠性。也可在台肩式可锻铸管件外镀覆HA合金镀层,其耐腐蚀性能达到不锈钢的耐腐蚀性能。合金镀层HA钢管及管件城镇建设行业正在报批中。济宁鱼台展翼金属制品有限公司是一家集 不锈钢复合管生产,制造,销售为一体的技术型企业!质量可靠价格优惠,值得信赖!一下是部分产品介绍。
在济宁市鱼台县采买6-火爆预定中到展翼金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:许经理-18762195566,QQ:2221860664,地址:《聊城市高新区工业园》。